Blog Narzędziowy -Porady i informacje- dometalu.pl
Wiertła składane z płytkami wieloostrzowymi – rodzaje i zastosowanie
przez Admin
Wiertła składane zostały stworzone do zwiększenia efektywności procesu wiercenia. Umożliwiają uzyskanie wyższych prędkości skrawania oraz zwiększają całkowitą wydajność obróbki. Dzięki zastosowaniu w wiertłach składanych odpowiednich geometrii gniazd zostają zredukowane siły skrawania tym samym zarówno dokładność wykonanych otworów (kształtowa i wymiarowa) jak i chropowatość obrabianych powierzchni pozostaje na zadowalającym poziomie. Wiertła płytkowe składane to szeroki wybór […] →Czytaj dalej
Głowice frezarskie rodzaje i zastosowanie
przez Admin
Głowice frezarskie są to narzędzia składane przeznaczone do obróbki skrawaniem w operacjach frezarskich. Głowice zbudowane są to korpusy stalowe wykonane z wysokogatunkowych stali,aluminium czy węglików spiekanych, w których znajdują się miejsca na umiejscowienie ostrzy. Tymi miejscami nazywamy gniazda na płytki wieloostrzowe. Dzięki temu możliwe jest tworzenie różnych wariacji budowy głowic frezarskich w zależności do potrzeb. […] →Czytaj dalej
Uchwyty tokarskie – rodzaje
przez Admin
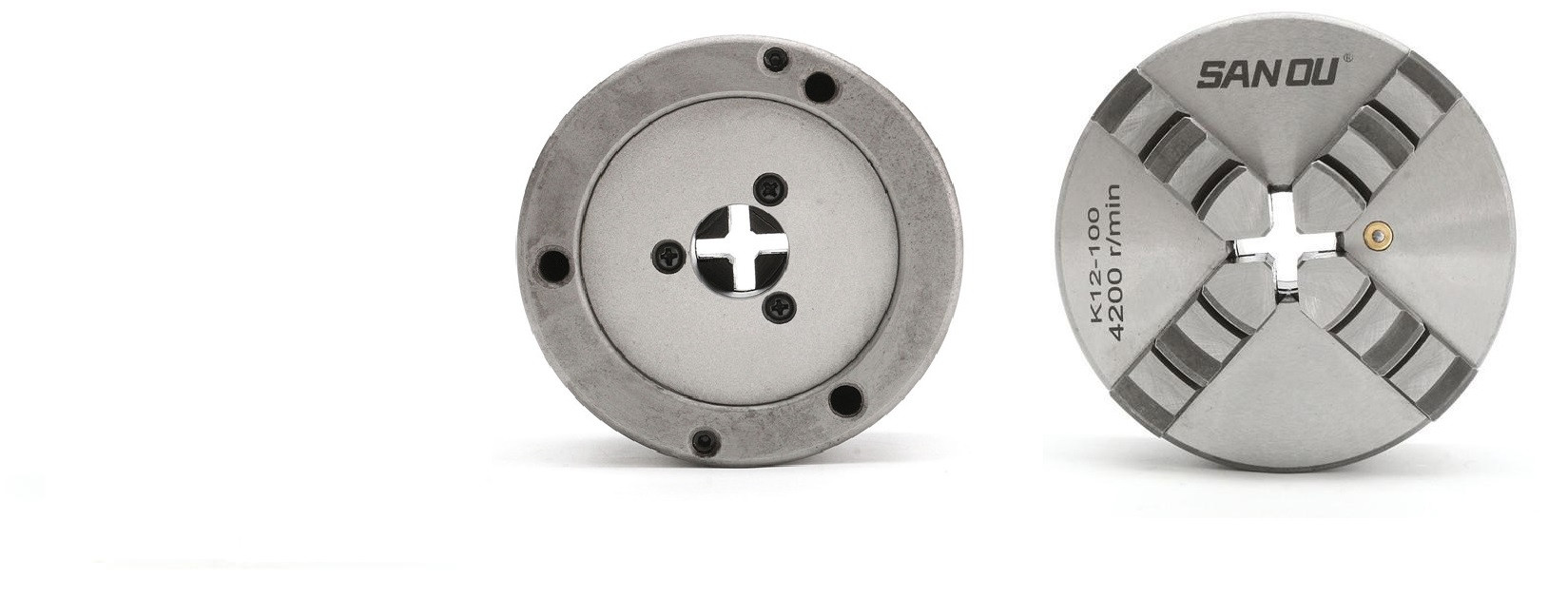
Uchwyty tokarskie to jeden z najważniejszych i podstawowych elementów wyposażenia każdej tokarki. Podstawowym ich zadaniem jest prawidłowe zamocowanie obrabianego detalu i wprowadzenie w ruch obrotowy. Prawidłowe działanie uchwytu ma znaczący wpływ na cały proces obróbki toczenia. Z założenia dobrej jakości uchwyt musi prawidłowo centrować dany element i niwelować powstałe podczas procesu drgania czy błędy geometryczne […] →Czytaj dalej
Średnicówka – rodzaje i zastosowania
przez Admin
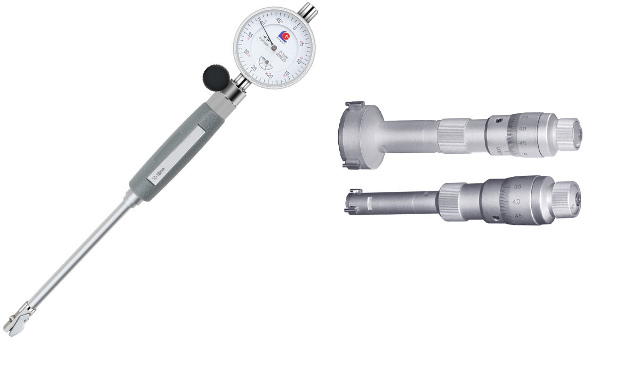
Średnicówka to przyrząd pomiarowy do mierzenia średnic wewnętrznych otworów w elementach takich jak tłoki,rury, kołnierze czy pierścienie. Średnicówka zegarowa 2 punktowa Średnicówka czujnikowa 2 punktowa przeznaczona jest do wykonywania dokładnych pomiarów wewnętrznych otworów metodą pośrednią. Używane są do mierzenia średnic głębokich otworów i wyznaczania ich odchyłek kształtu. Narzędzia te pozwalają na pomiar średnic od 18-400 […] →Czytaj dalej
Mikrometr rodzaje i zastosowanie
przez Admin
Mikrometr (mikromierz) jedno z najpopularniejszych narzędzi pomiarowych do dokładnych pomiarów. Nazwa wywodzi się od jednostki pomiaru jakimi są mikrony. Jakie są zastosowania i rodzaje mikrometrów? Poniżej w tekście. Mikrometry rodzaje Miktometr (mikromierz) zwany również śrubą mikrometryczną jest to narzędzie pomiarowe służące do wykonywania pomiarów z dużą dokładnością rzędu 0,01-0,001 mm. Mikrometry ze względu na budowę […] →Czytaj dalej
Rodzaje Suwmiarek i zastosowanie
przez Admin
Suwmiarka to podstawowe narzędzie pomiarowe do wykonywania pomiarów w każdym warsztacie czy zakładzie. Służy do wykonywania dokładnych i szybkich pomiarów badanego elementu. Za pomocą suwmiarek możemy mierzyć wymiary zewnętrzne i wewnętrzne oraz i głębokości. Dokładność standardowej suwmiarki noniuszowej wynosi 0.05 mm, a zakresy wynoszą od 0 do 150 mm przy tradycyjnych budowach do 1000 mm […] →Czytaj dalej
Operacje przecinania i toczenia rowków
przez Admin
Przecinanie,odcinanie oraz toczenie rowków są to operacje tokarskie polegająca na usunięciu niewielkiej części obrabianego materiału w celu uzyskania określonego kształtu(długości) obrabianego materiału, przy spełnieniu określonych wymogów technologicznych. Narzędzia do przecinania i rowkowania Narzędziami wykorzystywanymi do cięcia są listwy i noże tokarskie z płytkami wymiennymi. Producenci narzędzi stworzyli różnego rodzaju produkty by spełnić specjalne wymagania przy […] →Czytaj dalej
Toczenie wzdłużne – Dobór narzędzi i parametrów -Przykład
przez Admin
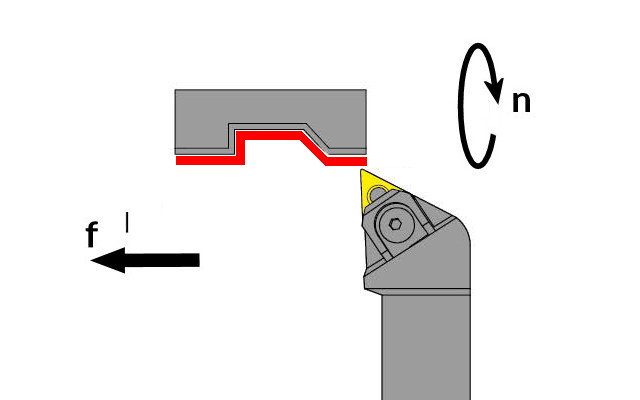
Toczenie zewnętrznych powierzchni walcowych jest jednym z najpopularniejszych operacji wykonywanym na obrabiarkach. Podczas tej operacji wykonywany jest ruch obrotowy przedmiotu obrabianego czyli ruch główny oraz ruch posuwowy narzędzia skrawającego w jego kierunku. Ze względu na kształt przedmiotu obrabianego, wyróżnia się następujące rodzaje zabiegów toczenia. Toczenie wzdłużne Toczenie poprzeczne Toczenie kształtowe Toczenie wzdłużne: Podczas toczenia wzdłużnego […] →Czytaj dalej
Rodzaje noży tokarskich – zastosowanie oraz podział
przez Admin
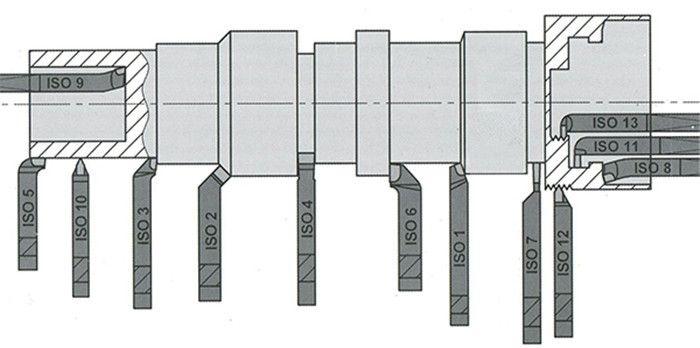
Noże tokarskie dzielimy pod względem rodzaju na: Noże tokarskie składane Noże tokarskie z płytką wlutowaną Noże tokarskie ze stali szybkotnącej Noże tokarskie składane Nazywane nożami składakami, zbudowane są z trzonka i płytki wieloostrzowej która jest ostrzem noża i jest wymienna. Noże tokarskie z płytką wlutowaną Budowa tych noży jest z dwóch rodzajów materiałów. Płytką z […] →Czytaj dalej